Introduction to the Cobb Water Absorption Tester
When it comes to the quality of paper and cardboard products, moisture control is paramount. Enter the Cobb Water Absorption Tester—a vital tool in ensuring that these materials can withstand varying humidity levels without compromising their integrity. Whether you’re a manufacturer or a supplier, understanding water absorption properties can make all the difference in product performance and customer satisfaction. With its ability to measure how much water paper and cardboard can absorb, this tester provides essential insights that drive better production decisions. Let’s dive into how this device works and why it should be on your radar if you’re serious about maintaining quality standards in your products.
- Introduction to the Cobb Water Absorption Tester
- How does the tester work?
- Importance of measuring water absorption in paper and cardboard products
- Benefits of using a Cobb Water Absorption Tester
- Features to consider when purchasing a tester
- Top manufacturers of Cobb Water Absorption Testers in China
- Conclusion: Why investing in a Cobb Water Absorption Tester is crucial for paper and cardboard production companies
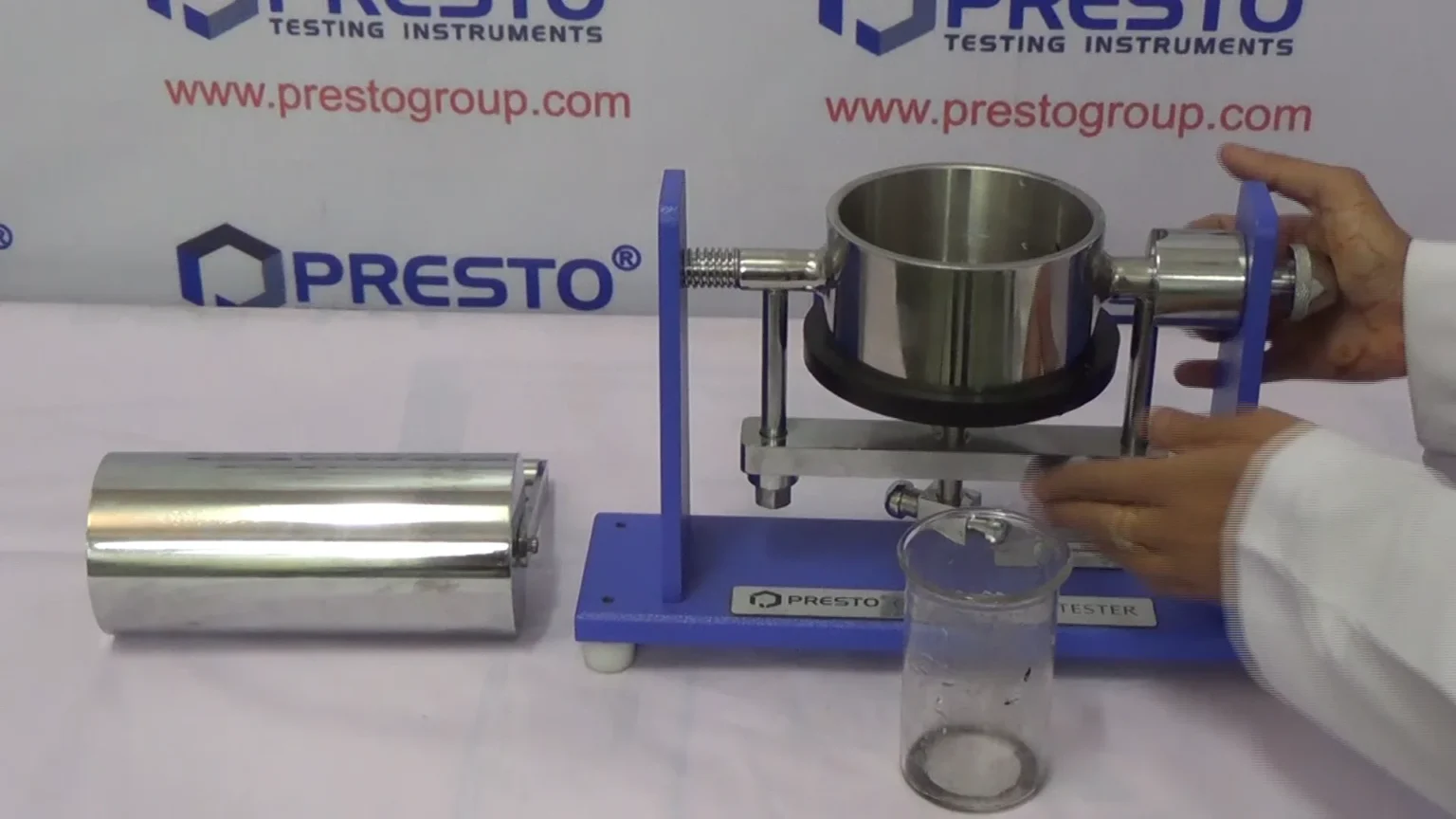
How does the tester work?
The Cobb Water Absorption Tester operates on a simple yet effective principle. It measures the amount of water absorbed by paper and cardboard materials under controlled conditions.
First, a sample is cut to size and placed in the testing chamber. The tester applies water to one side of the material for a specific duration. This allows time for moisture penetration.
After soaking, excess water is removed carefully. The sample’s weight before and after exposure is measured precisely. This difference indicates how much water has been absorbed.
Results are typically expressed in grams per square meter (g/m²). By analyzing this data, manufacturers can assess the moisture resistance of their products effectively.
This process ensures that only high-quality materials make it to production lines, ultimately enhancing product durability and performance.
Importance of measuring water absorption in paper and cardboard products
Measuring water absorption in paper and cardboard products is crucial for several reasons. It directly impacts the quality and durability of these materials. High moisture levels can lead to warping, weakening, or even disintegration over time.
Understanding how much water a product can absorb helps manufacturers ensure it meets industry standards. This information is vital for applications ranging from packaging to printing. Products that fail moisture tests may not hold up during storage or transport.



Additionally, it plays a significant role in consumer satisfaction. Customers expect reliable performance from their purchases. If paper or cardboard products become soggy or lose integrity quickly, trust diminishes.
Water management also affects production costs and waste reduction strategies. By measuring absorption rates accurately, companies can optimize material selection and process efficiency while minimizing losses related to damaged goods.
Benefits of using a Cobb Water Absorption Tester
The Cobb Water Absorption Tester offers several key benefits for businesses focused on paper and cardboard production. First, it provides precise measurements of water absorption rates. This accuracy helps manufacturers maintain quality control in their products.
Another advantage is the tester’s ability to predict how materials will perform in real-world conditions. By understanding moisture uptake, companies can optimize packaging solutions that resist damage during transit or storage.
Additionally, using a Cobb Water Absorption Tester can enhance product durability. Manufacturers can tweak formulations based on test results, leading to better resistance against environmental factors.
Time efficiency is also notable. The tester streamlines the evaluation process, allowing for faster decision-making and quicker time-to-market for new products.
Investing in this technology fosters innovation within the industry. Companies can experiment with different materials while ensuring they meet standards for performance and reliability.
Features to consider when purchasing a tester
When selecting a Cobb water absorption tester, precision is key. Look for models that offer accurate measurements, as this ensures reliable results in your assessments.
Ease of use should also be a priority. A user-friendly interface can save time and reduce errors during testing procedures.
Consider the size and portability of the device. If you require mobility between different locations within your facility, compact designs are advantageous.
Durability is another important aspect. Select testers made from high-quality materials to withstand regular use without compromising performance.
Investigate any additional features such as digital displays or data logging capabilities. These enhancements can streamline your processes and improve documentation efforts significantly.
Top manufacturers of Cobb Water Absorption Testers in China
China is home to several leading manufacturers of Cobb Water Absorption Testers, known for their innovative designs and high-quality products. These companies focus on precision engineering to ensure accurate measurements.
One standout manufacturer is TMI Testing Equipment, noted for its commitment to research and development. Their testers are user-friendly and designed for efficiency in various testing environments.
Another reputable name is Shanghai Jincheng Instrument Company. They offer a range of models suitable for different paper grades, emphasizing durability and reliability in performance.
Beijing Yihua Lab Equipment Co., Ltd. also makes waves in the industry with its affordable yet effective solutions catered towards small-scale operations without compromising quality.
These manufacturers contribute significantly to advancements in water absorption testing technology, ensuring that clients receive dependable instruments tailored to their specific needs.
Conclusion: Why investing in a Cobb Water Absorption Tester is crucial for paper and cardboard production companies
Investing in a Cobb Water Absorption Tester is essential for any paper and cardboard production company aiming to maintain high quality standards. By accurately measuring water absorption, manufacturers can ensure that their products meet industry requirements and perform optimally in various conditions.
The ability to gauge moisture absorption helps identify potential issues early, allowing companies to make necessary adjustments before the product reaches consumers. This proactive approach not only enhances the durability of packaging but also improves customer satisfaction by delivering reliable products.
Furthermore, selecting a high-quality tester from reputable manufacturers ensures accuracy and longevity. With a reliable Cobb Water Absorption Tester, businesses can streamline their testing processes while remaining competitive in an ever-evolving market.
Investing in this vital equipment supports better decision-making within production lines and contributes to overall operational efficiency. Embracing technology like the Cobb Water Absorption Tester places companies on the path toward success and innovation in the paper and cardboard industry.